

2023年5月18日-20日,由中国电子节能技术协会电池回收利用委员会、中工电池回收网主办,洛阳市三诺化工有限公司和赣州吉锐新能源科技股份有限公司协办的“第八届动力电池回收利用产业高峰论坛”在龙南市成功举办。
据悉,本届高峰论坛以“动力电池回收利用”为主题,旨在搭建一个专业性、前沿性的交流平台,共同探讨动力电池回收利用创新发展之路。
中国电子节能技术协会理事长黄建忠,省工信厅二级巡视员黄美昌,赣州市委常委、市政府副市长何琦,龙南经开区党工委副书记、管委会主任、市委书记钟旭辉,工业和信息化部装备工业司原副司长王建宇,省工信厅新兴产业处二级调研员郭银华,省工信厅新兴产业处一级调研员万钧,赣州市政府副秘书长亓伟扬,区市领导叶雪平、朱志勇、龙海斌、曾祖腾,以及江西省新能源产业协会、中国电子节能技术协会相关负责同志,省、赣州市相关部门负责同志,以及行业协会代表、相关专家学者、企业代表等800余人参加。
19日下午,三一新能源产业研究院院长刘录锋带来了以《动力锂电池回收工艺技术探索及实践》为题的演讲。

刘录锋院长表示,在碳达峰、碳中和背景下,新能源汽车市场蓬勃发展,带动电动汽车核心组件锂电池装车量持续走高。《中国锂离子电池行业发展白皮书(2023年)》显示,2022年,中国锂离子电池出货量达到660.8GWh,同比增长97.7%,在全球锂离子电池总体出货量的占比达到69%。到2025年和2030年,全球锂离子电池的出货量将分别达到2211.8GWh和6080.4GWh,其复合增长率将达到22.8%。
同时,刘录锋院长指出,动力电池回收利用现在面临三大痛点:
一、电池包拆解+梯次利用
1、拆解效率低;
2、产线柔性差;
3、智能化程度低;
4、安全风险大。
二、电池破碎分选线
1、产品质量差;
2、工艺落后、效能低;
3、作业环境差、污染大。
三、湿法冶金
1、缺乏全组分资源化成套集成技术装备,实现高低值资源全兼顾、高低浓度组分全回收;
2、亟需短程高效技术工艺,实现降本增效;
3、工艺过程欠优化,副产固废量大,资源浪费多。
对此,刘录锋院长提出解决方案。
首先,整体技术路线方面:
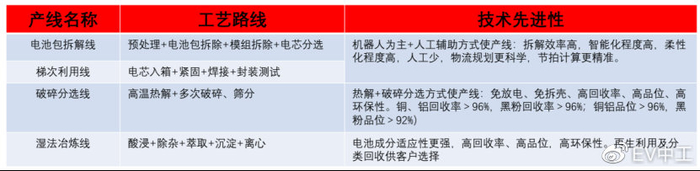
其次,电池包拆解线:废旧锂电池PACK包拆解产线,可解决(磷酸铁锂、三元、刀片)的拆解,获得电芯、铜铝制品、壳体及各种元器件,资源回收率100%。
此外,梯次利用线:退役电芯健康状态评估技术、电芯及模组快速分选、无损重组技术。
最后,锂电池破碎分选线上:“废旧锂离子电池破碎分选产线”以资源再生、智能高效、安全环保为目标。采用“柔性上料—带电破碎—高温热解—物料分选”工艺,有效解决放电周期长、氟化物污染等行业技术难题。将废旧锂离子电池中桩头外壳、铜箔、铝箔、正负极粉
安全环保高效回收,实现资源循环再生利用。通过在线含氧量+温度检测+可视监控+PLC+上位机,实现集中连锁控制。
以上根据现场录音整理,未经本人校验审核。
 扫一扫问题咨询
扫一扫问题咨询